

- Код товараNS-NVO-1-2026
Технологический комплекс низкочастотной вибрационной обработки предназначен для возбуждения изменяемых низкочастотных колебаний в деталях, узлах и конструкциях после их изготовления способом сварки, механической обработки, литья и горячего деформирования с целью снижения остаточных напряжений и стабилизации геометрической формы, и линейных размеров и состоит из вибровозбудителя и пульта управления. Технологический комплекс НВО (ООО "Ультразвуковая техника — ИНЛАБ") поставляется в комплекте с прибором Сканер НДС «НОРМАСТРЕСС» (ООО "Феррологика").
Условия эксплуатации:
- температура окружающего воздуха от +1°C до +350С;
- атмосферное давление 100±5 кПа;
- относительная влажность до 60 % при температуре +250С.
Комплекс вибрационной обработки позволяет эффективно снижать и перераспределять остаточные напряжения в крупногабаритных сварных и литых конструкциях из сталей и сплавов за счет возбуждения колебаний на собственных (резонансных) частотах изделия. При контролируемом циклическом нагружении ниже предела текучести инициируется локальная микропластичность в зонах концентрации напряжений (швы и околошовная зона, переходы сечений, отверстия, резьбы, острые кромки), что приводит к релаксации и перераспределению напряжений, стабилизации геометрических размеров и снижению чувствительности к надрезу. В результате уменьшается вероятность зарождения и роста усталостных трещин, а долговечность соединений возрастает.
Принцип действия и результаты:
- Возбуждение резонансных частот по одной или нескольким формам собственных колебаний обеспечивает равномерное вовлечение объемов конструкции в работу и направленную релаксацию остаточных напряжений.
- Снижаются пиковые растягивающие компоненты остаточных напряжений, выравнивается поле напряжений, уменьшаются прогибы и коробление, стабилизируются размеры после сварки и мехобработки.
- Химический и фазовый состав металла не изменяется; отсутствуют окалина, обезуглероживание и цвета побежалости, что принципиально отличает процесс от термического снятия напряжений.
- В задачах, где требуется только релаксация остаточных напряжений и стабилизация геометрии, виброобработка может заменить дорогостоящую термическую обработку. Если же необходимо изменение структуры (нормализация, закалка, отпуск, снятие водородной хрупкости), виброобработка не является альтернативой.
Возможности комплекса виброобработки:
- Снижение концентраций остаточных напряжений в сварных соединениях, выгодное перераспределение их в шве и околошовной зоне.
- Уменьшение деформаций, вызванных сваркой и термическими циклами, повышение стабильности размеров при последующей механической обработке и эксплуатации.
- Снижение вероятности отсроченных трещин, вызванных совокупным действием растягивающих напряжений и окружающей среды, ускорение стабилизации свойств после сварки и обработки давлением (эффект «искусственного старения»).
- Повышение усталостной долговечности и надежности сварных узлов; в ряде случаев достижение уровня долговечности, близкого к основному металлу, при условии корректной конструкции и подготовки швов.
- Снижение собственных (внутренних) напряжений в соединениях и массивах, уменьшение влияния концентраторов напряжений.
Преимущества виброобработки:
- Универсальность по типам конструкций и материалам; компактность и мобильность оборудования, возможность работы на монтаже и в цеховых условиях.
- Существенно меньшие затраты времени, энергии и обслуживания по сравнению с печами для термообработки крупногабаритных изделий.
- Возможность обработки изделий с предварительно нанесенными покрытиями (лакокрасочными, изоляционными, антикоррозионными), без риска термического повреждения.
- Отсутствие изменений химического и фазового состава металла и поверхности (нет окалины, побежалости, обезуглероживания), сохранность геометрии и посадочных поверхностей.
- Дополняет технологию сварки как инструмент постобработки для стабилизации; пригодна для чугунов, углеродистых и низколегированных сталей, а также многих высокопрочных сплавов при соблюдении режимов.
Технологические аспекты и контроль:
- Режимы подбираются путем сканирования частоты и работы вблизи резонансных пиков целевых мод: контролируются частота, уровень ускорений/амплитуда, время выдержки, точки приложения возбуждения и условия опор.
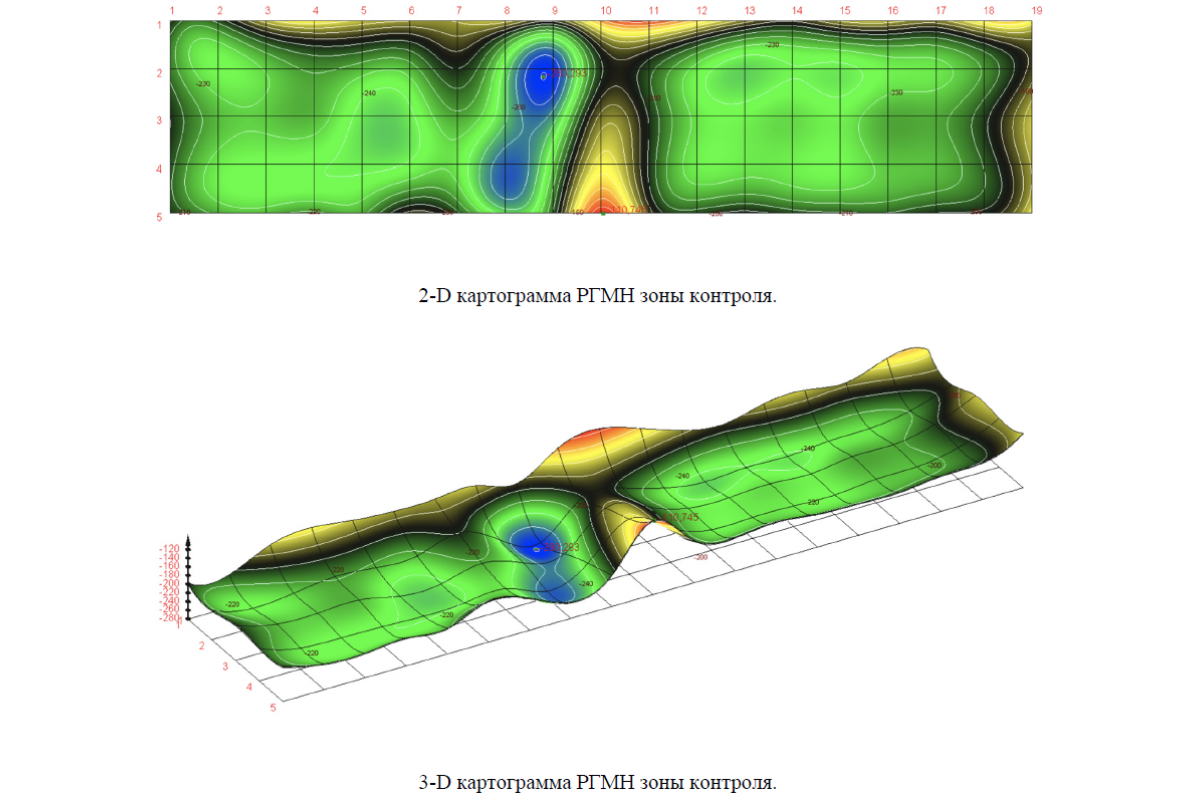
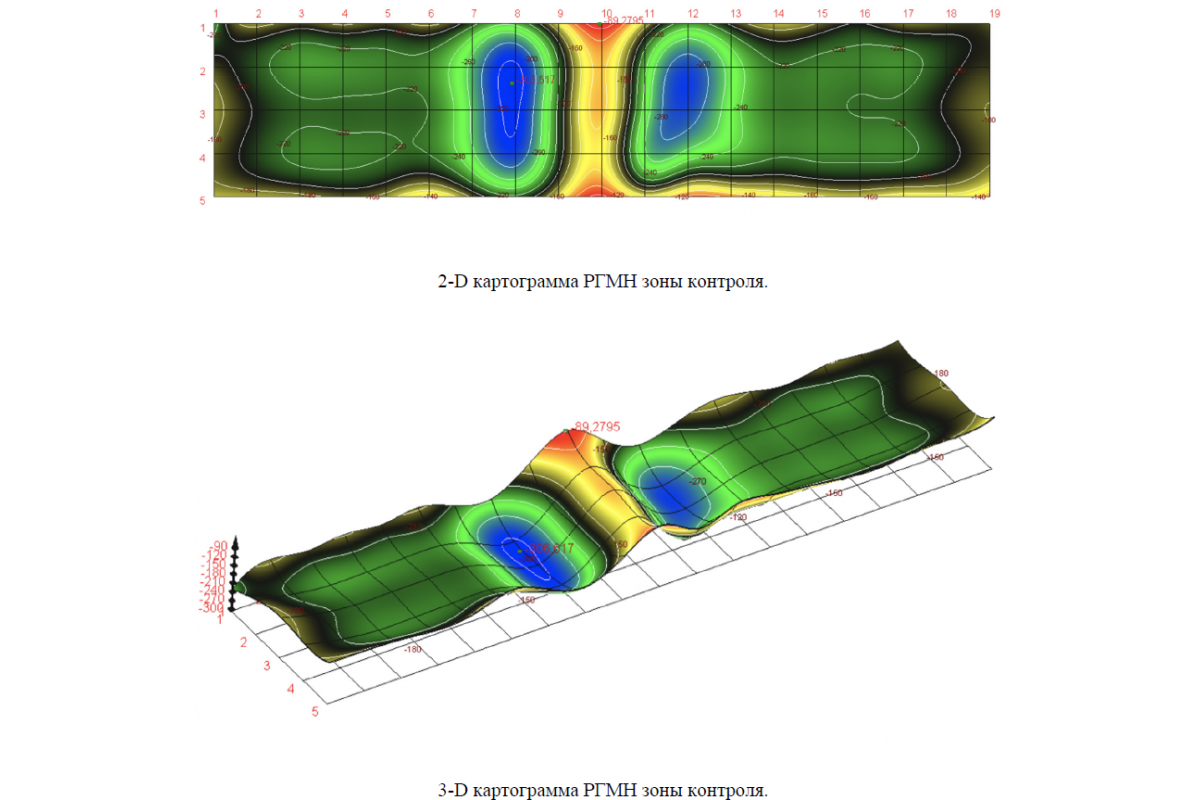
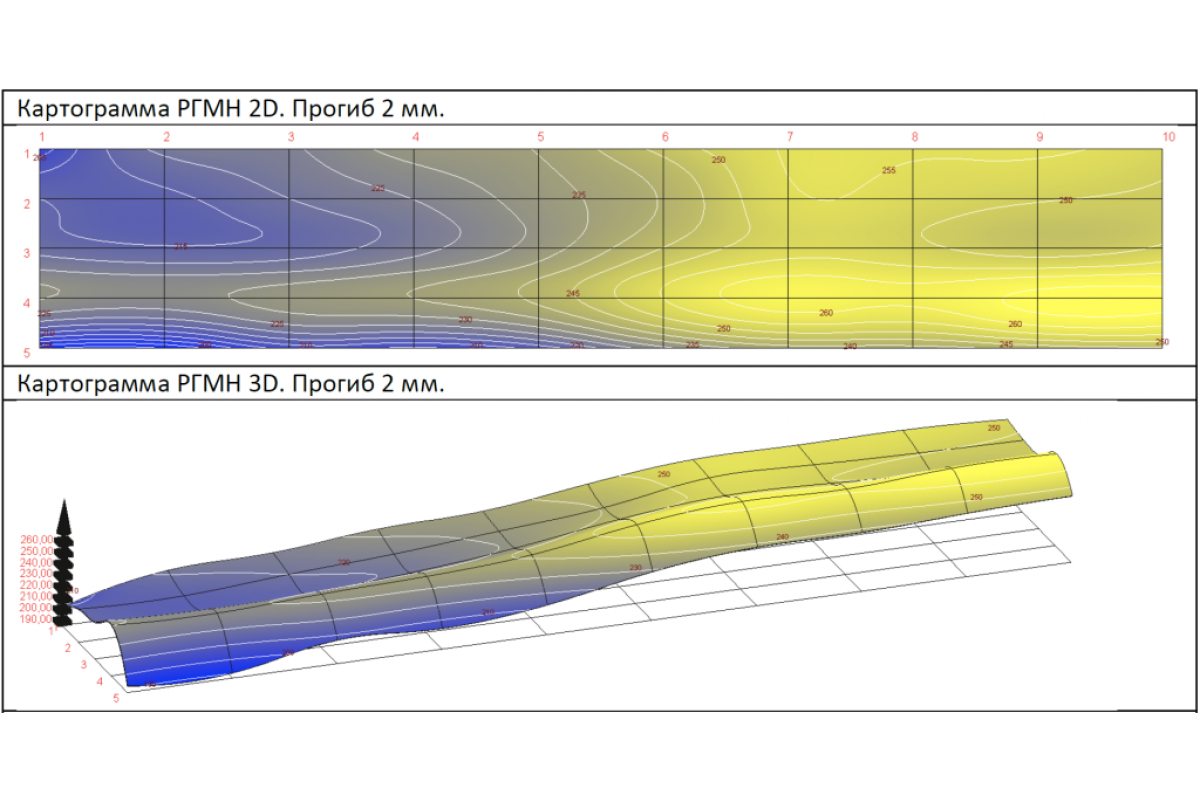
- Эффективность подтверждается смещением резонансных частот, изменением формы амплитудно-частотной характеристики (снижение добротности), а также прямыми методами: магнитоанизотропным методом, приборами Stressvision или Нормастресс для определения остаточных напряжений.
- Для крупногабаритных конструкций рекомендуется последовательная обработка по нескольким модам и зонам, критическим по напряжениям (швы, узлы переходов, зоны термоциклического воздействия).
Ограничения и корректные ожидания:
- Виброобработка не устраняет металлургические дефекты (поры, включения, непровары) и не заменяет процессы, требующие фазовых превращений или диффузионного перераспределения (например, отпуск закаленных сталей, удаление водорода).
- Эффективность ограничена в сильно закаленных и упрочненных материалах с высокими трансформационными напряжениями; требуется индивидуальный подбор режимов.
- Максимальный эффект достигается при разумной конструктивной подготовке (минимизация острых концентраторов, качественная разделка и обработка швов) и корректном креплении изделия во время обработки.
Комплекс вибрационной обработки - это технологичный, энергоэффективный и безопасный инструмент релаксации остаточных напряжений и стабилизации размеров крупногабаритных стальных и сплавных конструкций. Он дополняет, а в ряде задач заменяет термическое снятие напряжений, повышает надежность и долговечность узлов без вмешательства в структуру и химический состав металла.
Приборный контроль напряженного состояния

Совместное применение Сканера НДС «Нормастресс» и технологического комплекса низкочастотной вибрационной обработки металлоконструкций и УУО обеспечит точную диагностику напряженно-деформированного состояния и управляемое снижение уровней концентрации и градиентов напряжений.
Пока нет вопросов об этом товаре. Станьте первым!
Цены на серийную продукцию отображаются после регистрации в "Личном кабинете" для группы "Корпоративный клиент"
Цены указаны Без НДС и действительны при заключении договора поставки в течение срока действия выставленного коммерческого предложения, прямой поставке и 100% авансовом платеже.
Коммерческое предложение выставляется на основании заказа после регистрации аккаунта, выбора товара, опций и оформления заказа. Срок действия коммерческого предложения 3 месяца. Продление действия КП производится путем формирования нового заказа.
В комментарии к заказу необходимо указать дополнительную информацию (приобретение продукции по отдельному техническому заданию, на условиях тендера, при частичной оплате или оплатой по факту поставки).
В случае приобретения продукции по отдельному техническому заданию, на условиях тендера, при частичной оплате или оплатой по факту поставки, конечная стоимость поставки будет скорректирована.
В целях планирования бюджета и закупки приборов просим предварительно запрашивать коммерческое предложение с указанием в комментарии к заказу: наименования предмета закупки, ориентировочного срока закупки, способа закупки, условий оплаты и поставки, требований к тренингу и др. информации. Предоставляем шаблон примерного обезличенного ТЗ.
Планируемый срок поставки – от 12 до 90 дней.







- Сферы применения и отраслевые решения
- Аэрокосмическая промышленность
- ВУЗ, ВТУЗ, учебные центры
- Железнодорожный транспорт
- Инженерно-технические центры, лаборатории, экспертные организации
- Машиностроение и металлообработка
- Строительная промышленность и строительство
- Судостроение и судоремонт
- Горная промышленность и трубопроводный транспорт
- Все категории

- Нормализация и определение НДС
- Ферромагнитные стали: 3, 10, 20, 45, 09Г2С, 10Г2БД, 10ХСНД, 12ГС, 14ХГС, 15Г2СФД, 16Г2АФ, 16ГС, 17ГС, 18Г2АФпс, 35ГС и др.
- Коррозионно-стойкие стали, нержавеющая сталь
- Алюминиево-магниевые сплавы (АМг)
- Металлические аддитивные технологии (3D-печать металлом)
- Титановые сплавы
- Суперсплавы
- Все категории
